
Syngas monitoring
Purpose of gas monitoring in DRI plant
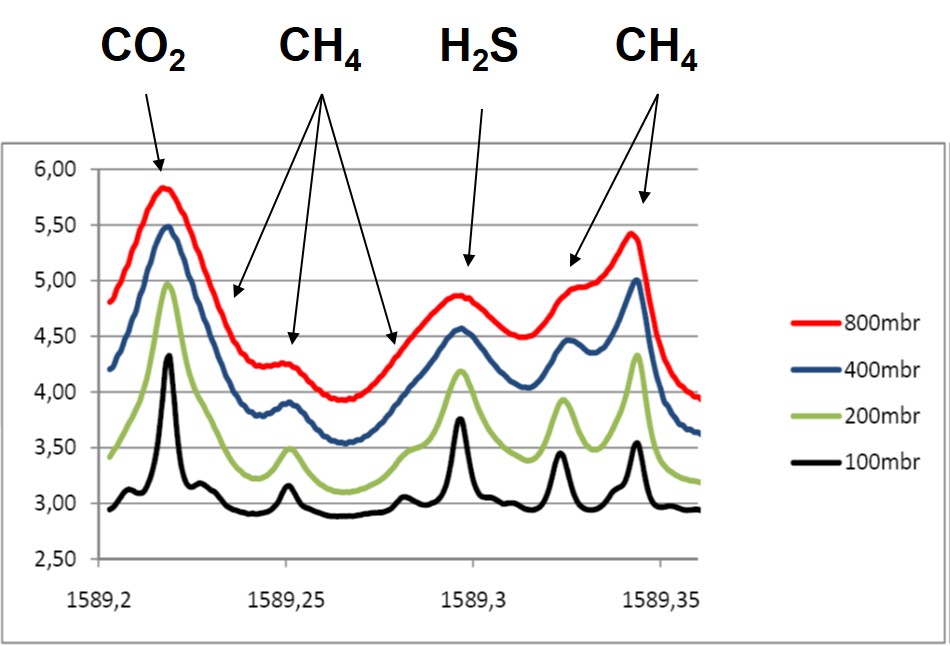
The use of process gas online monitoring systems at locations such blast furnace gas outlet, converter off gas exhaust and coking gas outlet is very reasonable in order to analyse the fuel gases composition by measuring the concentration of CO, CO2, O2, N2, CH4, and H2. There from the calorific value BTU and the Wobbe Index WI can be accurately calculated. Modern steel plants uses dedicated stationary online monitoring system to monitor the primary constituents of Direct Reduction Iron process gases essential to have a full understanding of the process status and efficiency.
- In particular, the energy content of the gases, as described by their calorific value, provides the user with important information about efficient firing of different plants in the steel mill (coking plant, sinter plant, rolling mill, etc.) or a nearby power plant.
- High-calorific coke or natural gas is mixed with low-calorific converter or blast furnace gas in mixing stations. This is to adjust the calorific value of the mixture to the requirements of the subsequent consumer and to avoid discharging of valuable gases into the off gas.
- The knowledge of the calorific value together with information about pressure and flow rate of the fuel gas enables the user to adjust a constant energy content of the mixed gas using an intelligent control system.
- Furthermore, analysis data of the gas analysers are also used to determine the equivalent amount of oxygen that is required to run the combustion process. This results in a stoichiometric and uniform combustion and prevents soot production.
Monitoring locations
The number of monitoring points can vary depending of the degree of automation and optimisation desired by the plant operators as well as the type, quality and stability of the combustible used.
Monitoring locations in Syngas Plant often include
| Sampling Point Location | Measuring purposes | Measured components | Recommended technology |
| At the stack of the sinter plant | Monitoring compliance of pollutant emission with existing regulations | CO, SO2, NOx, O2 | Laser (OFCEAS), NDIR and/or Electrochemical sensor based Continuous Emissions Monitoring Systems.* |
| At the raw material storage hall | Monitoring ambient air for toxic gases | CO | NDIR Gas detector |
| At the raw material silo | Early detection of dangers arising from
• Acetylene from calcium carbide • Fire hazard originating from magnesium |
C2H2 O2 | Laser (OFCEAS), NDIR Gas analyser.* |
| After blast furnace uptake duct | Optimizing the blast furnace process from blast furnace gas composition | CO, CO2, CH4 H2 | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system.* |
| After dust bags | Early detection of explosion risk for the dust bags from CO contents of the blast furnace gas | CO CO2, CH4 H2 | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system.* |
| At the blast furnace gas outlet | Determination of the calorific value of the blast furnace gas for billing purposes | CO, CO2, CH4 Calorific value H2, N2, O2, CO | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system with Built-in calorific value calculation.Sampling method and measuring principle to be selected based on the exact application requirements.* |
| At the outlet of coal silo to coal mill | Early detection of smouldering fires | CO CH4 | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system.* |
| At the stack of the coking plant | Monitoring compliance of pollutant emission with existing regulations | CO, NO, SO2, O2 Dust | Laser (OFCEAS), NDIR and Electrochemical sensor based Continuous Emissions Monitoring Systems.*
Insitu dust analyser. |
| At the coal dust silo | Early detection of smouldering fires | CO | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system.* |
| At the off gas exit of coal mill | Monitoring compliance of dust emission with existing regulations | CO Dust | Laser (OFCEAS), NDIR and Electrochemical sensor based Continuous Emissions Monitoring Systems (heated sampling system required).*
Insitu dust analyser. |
| At the hot blast inlet | Monitoring the oxygen content of the hot blast in order to optimize the blast furnace process | O2 | Insitu Combustion analyser type Zirconium with built in metallic reference. |
| At the stack of the hot blast oven | Monitoring compliance of pollutant emission with existing regulations | CO, NO, SO2, O2 Dust | Laser (OFCEAS), NDIR and Electrochemical sensor based Continuous Emissions Monitoring Systems.*
Insitu dust analyser. |
| At the converter off gas outlet | Optimizing the converter process from the composition of the converter off gas | CO, CO2, O2 CO, CO2, H2 | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system.* |
| At the coking gas outlet | Determination of the calorific value of the coke oven gas for billing purposes and early detection of explosion risk | CO, CH4, O2 H2 Calorific value | Laser (OFCEAS), NDIR and/or Electrochemical sensor based online gas monitoring system with Built-in calorific value calculation.* |
(*) Sampling method and measuring principle to be selected based on the exact application requirements and specifications.
Syngas online monitoring systems
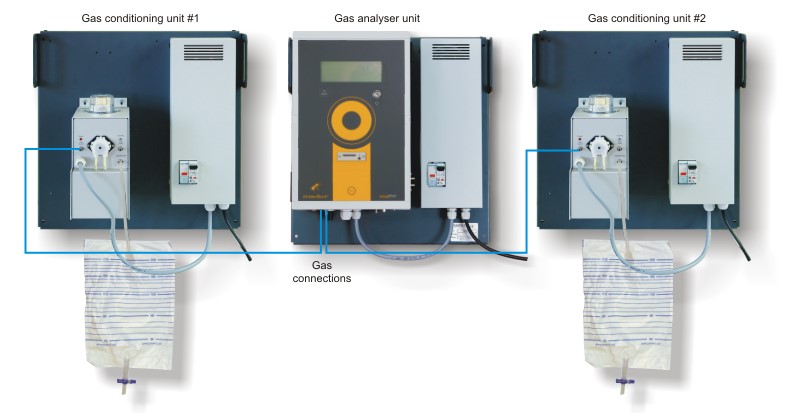
The use of advanced online monitoring systems installed in the heart of syngas processes usually requires integration into air conditioned analyser rooms or shelters to preserve the instruments from harsh plant conditions and corrosive atmospheres. The installation in an area protected from the weather also secures the data/instrument availability by providing permanent access to the analysers – if attendance is required for maintenance or diagnosis.
Systems certified for installation in explosive area (ATEX) may be required in some cases.
Reliable, accurate and application customised online monitoring systems are valuable in DRI and other syngas plants as they allow determining the quality parameters of blast furnace, coke and natural gas essential to process optimisation.
AquaGas Pty Ltd offers a broad range of portable and stationary monitoring systems specifically designed to handle syngas online monitoring requirements.
Our analysers and systems provide plant operator with application specific key features:
- Simultaneous measurement of several components within the same instruments reducing the cost of the system itself but also easing integration, installation and operation tasks
- Combine various cells and measurement principles into the same instrument
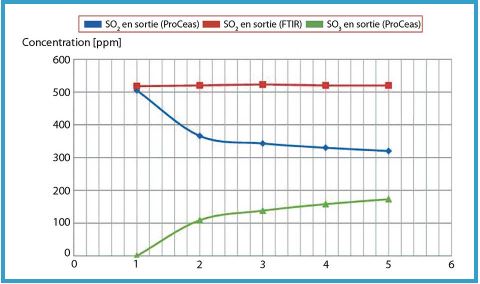
- Measure accurately over a large dynamic range
- Measure all primary constituents of process gas: CO, CH4, O2, H2, CO, CO2, H2, CnHm
- Calculate automatically the gas calorific value BTU and Wobbe Index WI
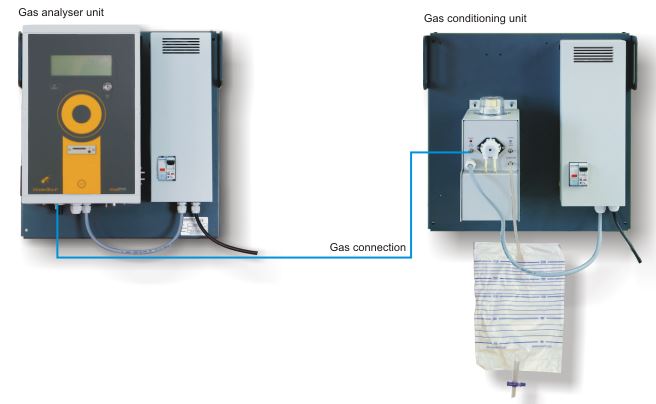
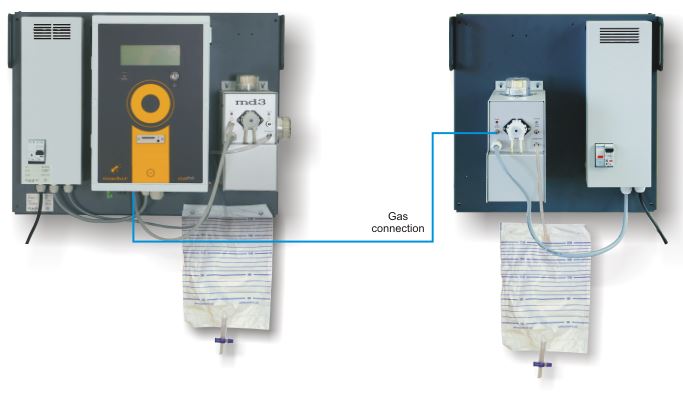
- Allow fast sample transfer on long distances
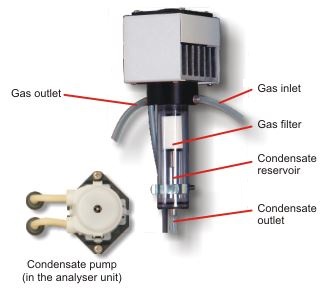
- Maintain the gas temperature above dew point
- Decrease and stabilize the sample dew point prior analysis to eliminate water vapour cross interferences
- Transmit to the plant DCS individual readings for all measured components (analogue or serial communication)
- Convey the sample in SS, PFA or PFTE gas path
- Designed to operate in harsh conditions
- Remove particulates, soot and tar from the sample directly at the sampling location
- Automatic sampling and calibration sequences including span, zero check, system purge, probe backflush
- Store internally at least one month of data
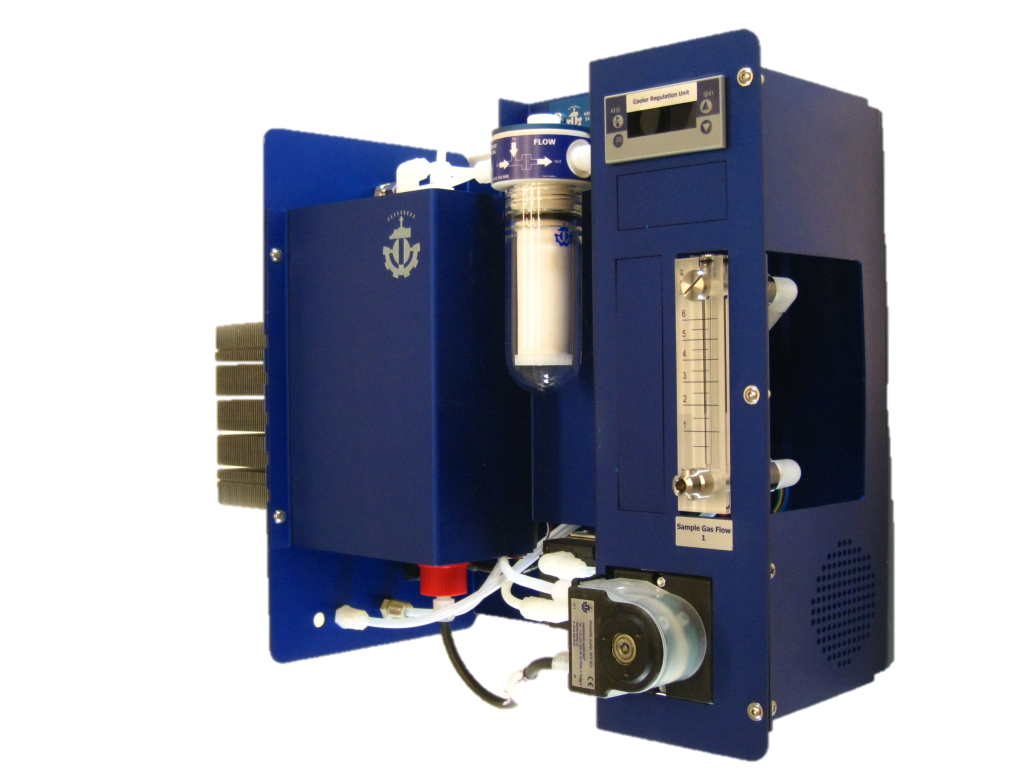
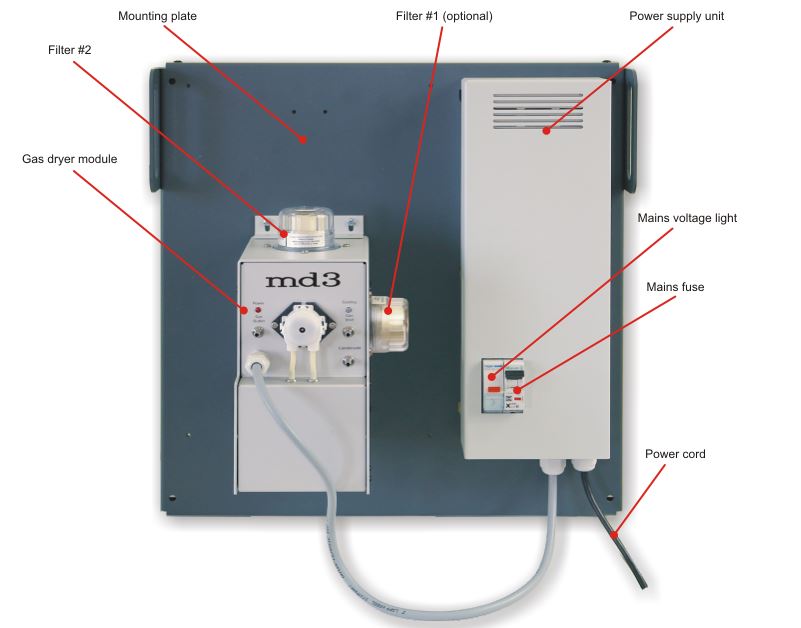
- Dedicated sampling system featuring heated particulate filtration and sample transfer, high temperature sampling probe, Gas cooler with PFA coated heat exchanger or Nafion membrane drier.
Monitoring solutions tailored to the needs of syngas plants
-
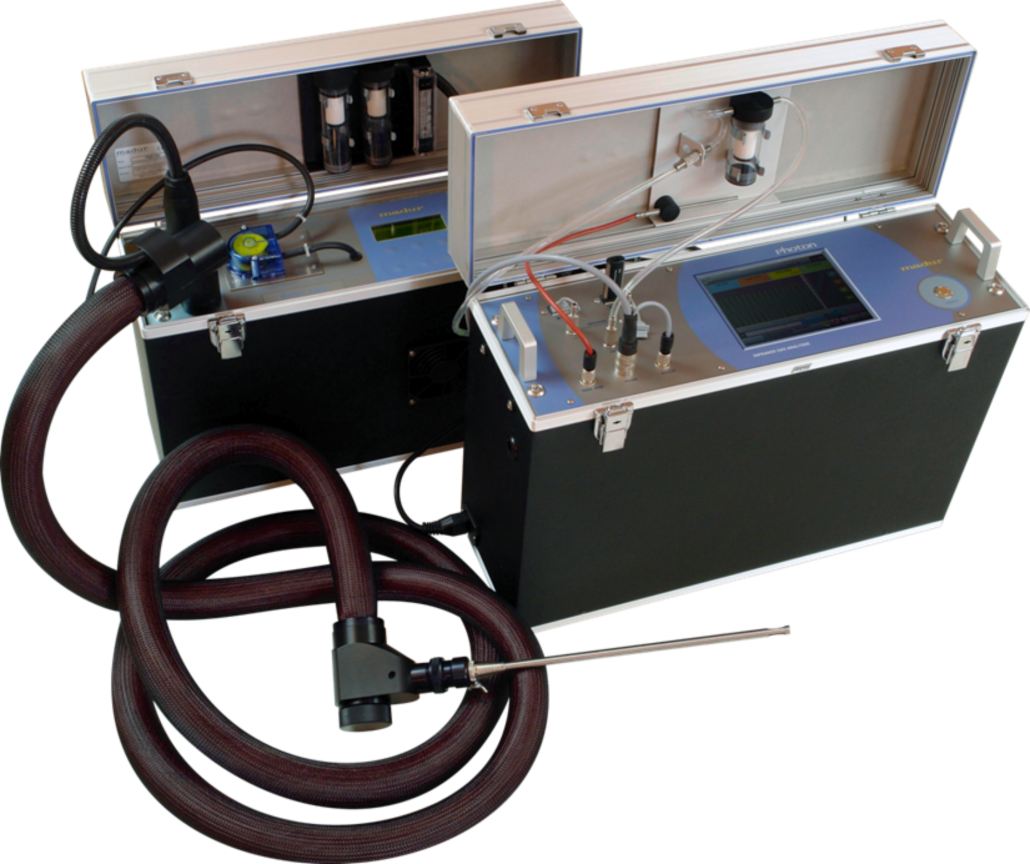
- Portable Gas Analyser
-

- ABYSS NDIR Syngas Analyser
-

- Hand held Analyser
-

- Portable Gas Sampling system
-
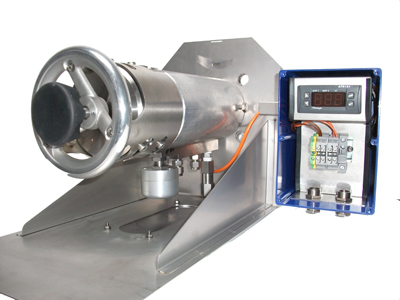
- Gas Sampling Probe
-
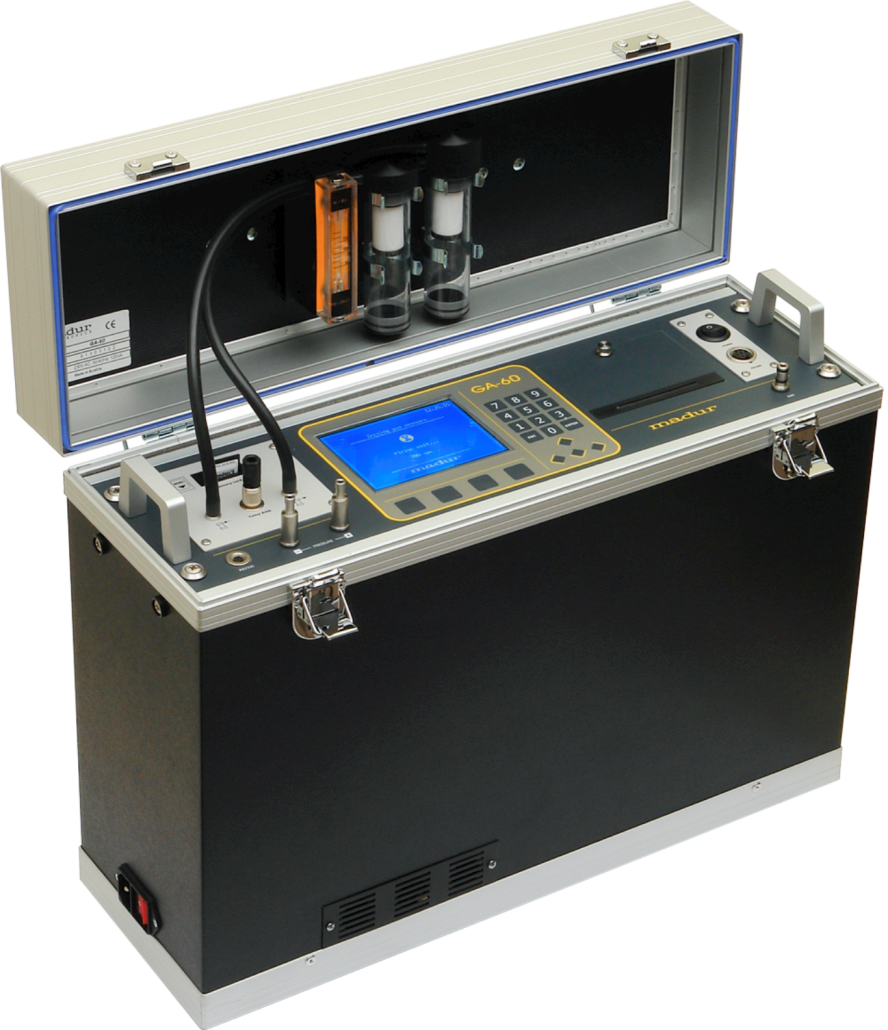
- Portable Gas Analyser
-

- Online Syngas Multigas analyser
-

- Portable Gas Analyser
-
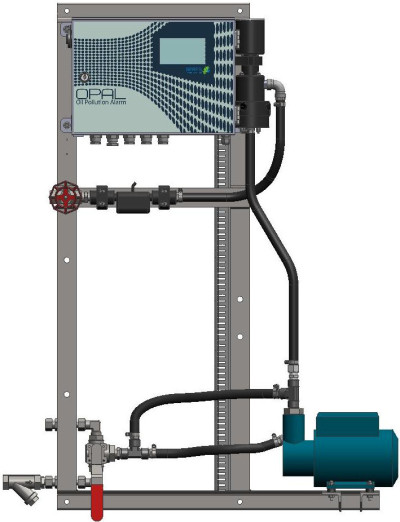
- Stationary sampling system – CEMS
-

- Low Cost multigas CEMS
AquaGas is supporting the global industrial community with high performance environmental and process monitoring systems (Continuous Emissions Monitoring Systems, Air Quality Monitoring Systems, Online process analysers, Water Quality Monitoring Systems) specifically designed and built to meet your application requirements.


































































{kind=link}